Técnica del Gamma Scanning como Herramienta de Diagnóstico en Torres de Destilación: Principios, Implementación e Interpretación de Resultados
RESUMEN
El gamma scanning o perfilaje con rayos gamma es una técnica no destructiva de diagnóstico industrial ampliamente utilizada en la industria de refinación de hidrocarburos. Mediante la emisión controlada de radiación gamma a través de la pared de una torre de destilación en operación, y su detección sincronizada en el lado opuesto, es posible generar un perfil de densidades que revela el estado mecánico e hidráulico de los internos del equipo sin necesidad de detener el proceso. El presente artículo describe los fundamentos físicos de la técnica, el equipamiento requerido, los procedimientos de seguridad y los preparativos operacionales, así como los patrones característicos de interpretación de resultados para torres con platos y torres con lechos empacados. Se analizan casos típicos como operación normal, inundación, arrastre, espuma, llorisqueo, daños mecánicos, mala distribución y ensuciamiento. La técnica permite diagnosticar aproximadamente el 70% de los problemas operacionales de una columna, constituyéndose en una herramienta de troubleshooting de alto valor en tiempo real.
Palabras clave: gamma scanning, perfilaje radiactivo, torres de destilación, diagnóstico no invasivo, troubleshooting, refinación de petróleo, radiación gamma, hidráulica de columnas.
1. Introducción
Las torres de destilación constituyen uno de los equipos de proceso más críticos en los complejos de refinación de petróleo. El rendimiento y la calidad de los productos obtenidos dependen en gran medida de la capacidad y eficiencia operacional de estos equipos [1]. Cuando una columna presenta cualquier tipo de ineficiencia, resulta imperativo conocer con rapidez y precisión lo que está ocurriendo en su interior, ya que cualquier problema puede derivar en pérdidas financieras significativas, especialmente cuando se trata de productos fuera de especificación o limitaciones hidráulicas que restringen la producción [2].
Ante esta necesidad, la industria petroquímica desarrolló a mediados de la década de 1950 la técnica del gamma scanning [3], también conocida como perfilaje radiactivo. Esta metodología hace uso de la propiedad que posee la radiación gamma de penetrar estructuras metálicas densas, permitiendo 'visualizar' el interior de una torre en operación sin necesidad de detener el proceso ni remover el aislamiento térmico. La técnica ha sido perfeccionada con el paso del tiempo gracias a la aparición de nuevos detectores de radiación y sistemas modernos de captación, procesamiento y almacenamiento digital de datos [4].
Según estudios de aplicación industrial, la información obtenida del gamma scanning permite diagnosticar y resolver aproximadamente el 70% de los problemas de una columna de destilación. En el 30% restante, el perfilaje permite al menos eliminar posibles causas, orientando las acciones correctivas de forma eficiente [5].
El presente artículo ofrece una revisión técnica integral de la metodología, abarcando sus principios físicos, la conformación del equipo, los preparativos necesarios, la implementación en campo y los criterios de interpretación de los perfiles obtenidos, tanto para torres con platos como para torres con lechos empacados. Para ilustrar los conceptos, se incluyen casos de estudio representativos de los fenómenos operacionales más frecuentes.
2. Principios Físicos del Gamma Scanning
El fundamento de la técnica reside en la interacción de la radiación gamma con la materia. Los fotones gamma poseen la capacidad de penetrar materiales densos; sin embargo, a medida que atraviesan una estructura, una fracción de la radiación es absorbida o atenuada, siendo esta fracción función directa de la densidad y el espesor del material atravesado [6]. Esta relación se rige por la Ley de Beer-Lambert:
I = I₀ · e^(−μρx)
donde I₀ es la intensidad inicial, μ el coeficiente de atenuación másica, ρ la densidad del material y x el espesor atravesado.
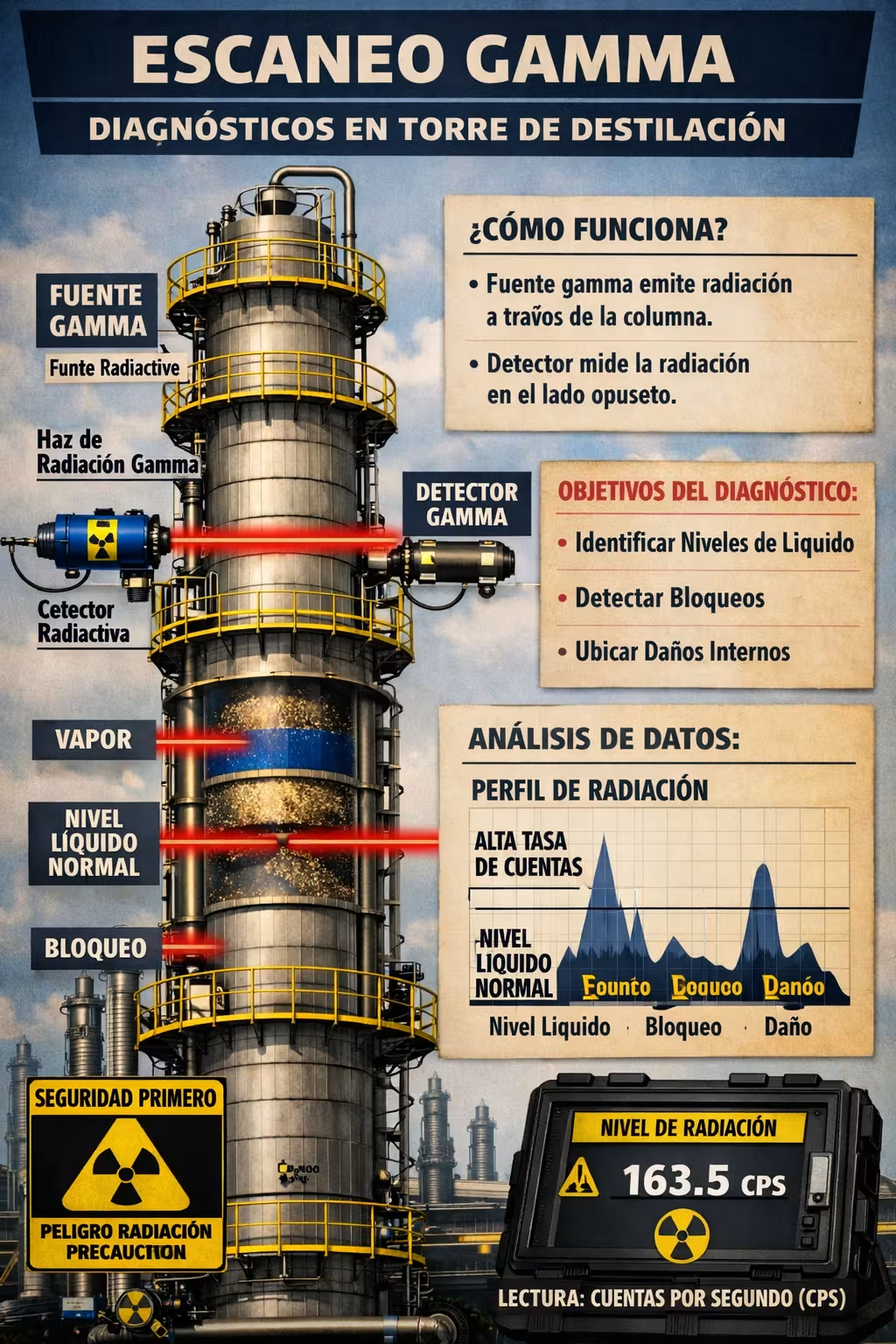
En la práctica, la fuente de radiación se posiciona en un lado externo de la torre y el detector en el lado opuesto, a la misma altura. Ambos son movidos de forma sincronizada a lo largo de toda la altura del equipo, generando un perfil continuo de intensidades de radiación vs. posición axial. La Tabla 1 resume la relación entre el tipo de material presente en el interior y la respuesta del detector:
Tabla 1. Relación material–densidad–radiación detectada
| Material | Densidad Relativa | Radiación en Detector |
|---|---|---|
| Metal (Platos, Distribuidores) | Alta | Baja |
| Líquido | Mediana | Zona Media |
| Espuma (Líquido/Vapor) | Media-Baja | Media-Alta |
| Vapor | Baja | Alta |
Cuando la radiación recorre el diámetro de la torre sin encontrar obstáculos (espacio de vapor libre), el detector registra valores altos de intensidad (baja atenuación). Por el contrario, al encontrar materiales estructurales como platos o distribuidores (alta densidad metálica), la señal cae significativamente. Los líquidos producen atenuaciones intermedias que permiten determinar el nivel de retención y distinguir entre fases líquida, espumosa y de vapor [7].
3. Conformación del Equipo de Gamma Scanning
El sistema de gamma scanning es inherentemente portátil y puede ser transportado por un equipo de dos personas. Sus componentes principales son [8]:
- Fuente de rayos gamma: habitualmente se emplea Cobalto-60 (Co-60) o Cesio-137 (Cs-137), seleccionados por su energía de fotones, vida media y disponibilidad industrial. Ambos isótopos están encapsulados y almacenados en un contenedor blindado (tambor de transporte) que cumple las normativas internacionales de transporte de material radiactivo.
- Detector de radiación: dispositivo sensible a los rayos gamma emitidos, conectado a un sistema de adquisición de datos. Los detectores modernos son de centelleo (NaI(Tl)) o de semiconductores, con alta eficiencia y resolución energética.
- Sistema informático de adquisición y análisis: computadora portátil con software especializado para el registro en tiempo real, visualización y procesamiento de los perfiles de densidad obtenidos.
- Cuerdas y sistemas de posicionamiento: utilizados para guiar la fuente y el detector desde la plataforma superior de la torre, garantizando la alineación y la trayectoria prevista a lo largo de toda la altura del equipo.
Al concluir la gammagrafía, todo el equipo es retornado a sus cajas de transporte. Se genera un informe preliminar en campo para el cliente y el informe técnico final se entrega en formato PDF y en papel dentro de los plazos acordados [9].
4. Preparativos para la Realización del Gamma Scanning
4.1 Preparativos Técnicos
Para ejecutar el perfilaje se requiere contar con la siguiente información de ingeniería [10]:
- Dibujos de la torre que especifiquen la altura total, el diámetro, el espesor de las paredes y las cotas de elevación de los platos.
- Orientación de los bajantes (downcomer) en torres con platos.
- En torres con lechos empacados: elevaciones de los lechos y distribuidores, tipo de empaque y densidad del lecho.
- Historial del problema operacional y objetivos específicos del perfilaje.
4.2 Preparativos Operacionales
El gamma scanning generalmente se realiza sin preparación previa en la torre de destilación. Normalmente no se requieren ajustes en las condiciones operacionales, no es necesaria la remoción del material de aislamiento térmico y el análisis no interfiere con la operación continua del proceso [11]. Solo se necesita:
- Acceso a la plataforma superior de la torre.
- Permiso de trabajo seguro y acordonamiento del área de influencia.
- En algunos casos, apertura de ventanas en plataformas intermedias para el paso de las cuerdas.
La técnica es aplicable a torres de entre 0,15 m (6 pulgadas) y 10 m de diámetro, lo que la hace versátil para toda la gama de equipos presentes en una refinería.
4.3 Preparativos de Seguridad Radiológica
Las operaciones de gamma scanning están reguladas por normativas nacionales e internacionales de seguridad radiológica. Las fuentes se manejan bajo condiciones estrictas de seguridad por personal calificado y certificado, cumpliendo todos los requisitos de los estándares de la empresa operadora (p. ej., guías de seguridad) y las normas COVENIN vigentes [12]. Las radiaciones emitidas no provocan ningún efecto sobre los materiales estructurales de la torre, los sistemas de control ni los productos del proceso.
4.4 Preparativos Logísticos
Los aspectos logísticos críticos incluyen [13]:
- Tramitación de pases industriales para el personal y los equipos (computador, detector y tambor con la fuente radiactiva).
- Realización de los cursos de inducción requeridos por la instalación (H₂S, notificación de riesgos, entre otros).
- Notificación anticipada al personal local de operaciones, mantenimiento, confiabilidad, al Comité encargado si lo hubiere, higiene y seguridad industrial.
5. Implementación de la Técnica
La interpretación de un perfil de densidades requiere una combinación de dominio teórico y experiencia de campo. La diversidad de fenómenos que intervienen —tanto componentes mecánicos internos como variables de proceso— complejiza el perfil y exige un conocimiento profundo del equipo analizado [14].
El resultado del perfilaje se presenta graficando la altura de la torre en el eje vertical (Y) y la intensidad de radiación o densidad relativa en el eje horizontal (X), en escala logarítmica inversa (mayor densidad hacia la izquierda). Los datos son analizados para evaluar la retención de líquido y la calidad de la separación líquido-vapor en cada plato o sección de lecho empacado [15].
En torres con platos, el perfilaje se realiza a través del área de burbuja del plato, evitando los bajantes. Los gamma scans de referencia, obtenidos con la torre en condiciones normales recién puesta en servicio, constituyen la línea base para comparaciones futuras en la resolución de problemas.
En torres con lechos empacados, el análisis puede efectuarse con una sola trayectoria lineal o mediante una cuadrícula de 2×2 exploraciones, lo cual permite evaluar la distribución lateral de fases y detectar problemas de mala distribución o ensuciamiento localizado.
6. Casos de Estudio e Interpretación de Resultados
6.1 Torres con Platos
6.1.1 Operación Normal (Caso de Referencia)
En condiciones normales, el perfil muestra una alternancia regular entre zonas de alta densidad (platos con nivel de líquido) y zonas de baja densidad (espacios de vapor entre platos). La barra de vapor —zona de mínima densidad— se posiciona a la derecha del diagrama y la línea de nivel de líquido, a su izquierda. El nivel normal de líquido sobre el plato es consistente con la altura del vertedero (weir). Cualquier desviación de este patrón indica la presencia de un problema operacional [16].
6.1.2 Inundación (Flooding)
La inundación se manifiesta en el perfil como una zona extendida de baja radiación (alta densidad) que abarca varios platos consecutivos, indicando acumulación de líquido. En casos severos, el líquido acumulado presenta mayor densidad que el nivel normal en el plato (que contiene burbujas), lo que puede atribuirse a la acumulación de sólidos en los platos inferiores o a condiciones de flujo que superan la capacidad hidráulica del equipo [17]. Cabe señalar que los daños potenciales a los platos en zonas inundadas no son fácilmente detectables mediante esta técnica.
6.1.3 Arrastre (Entrainment)
El arrastre ocurre cuando la velocidad del flujo de vapor ascendente es suficiente para levantar gotas de líquido hacia el plato superior, reduciendo la eficiencia de separación. En el perfil de gamma scanning, este fenómeno se evidencia como un desplazamiento del punto de alta radiación hacia la izquierda de la barra de vapor, indicando presencia de líquido en la zona que debería estar ocupada por vapor. Característicamente, el arrastre genera una punta aguda en la curva; la señal continua permite descartar la inundación como causa [18].
6.1.4 Espuma (Foaming)
La formación de espuma es un problema común en muchos servicios de destilación y resulta de la emulsificación de líquido y vapor. El gammagrama muestra uno o más picos agudos por encima del nivel normal de líquido en la bandeja, con ausencia de espacio de vapor claro entre platos consecutivos [19]. La comparación de perfiles antes y después de la inyección de agentes antiespumantes permite cuantificar la efectividad del tratamiento y confirmar el diagnóstico.
6.1.5 Llorisqueo (Weeping)
El llorisqueo se produce cuando el flujo de vapor es insuficiente para sostener el nivel de líquido sobre el plato, generando una lluvia de líquido que cae de bandeja en bandeja. Al igual que en el arrastre, el perfil muestra una curva que se aleja de la barra de vapor; sin embargo, a diferencia del arrastre, el llorisqueo produce una curva más plana y extendida en la zona de separación. La gravedad del fenómeno puede estimarse en función del porcentaje de separación respecto a la barra de vapor [20].
6.1.6 Daños Mecánicos
Una de las aplicaciones más valiosas del gamma scanning es la verificación de la integridad mecánica de los internos. Si una bandeja está ausente o dañada y es incapaz de sostener el nivel líquido-espuma, el perfil mostrará alta radiación (baja densidad) en la posición axial donde debería registrarse el plato, indicando ausencia de masa metálica. Esta información resulta crítica para planificar paradas de planta y priorizar reemplazos de internos [21].
6.2 Torres con Lechos Empacados
6.2.1 Operación Normal (Caso de Referencia)
En condiciones normales, una buena distribución de líquido y vapor en la sección empacada genera un patrón de densidad uniforme en el que las cuatro líneas de la cuadrícula de exploración se superponen entre sí. El grado de superposición constituye una medida relativa de la calidad de la distribución. Los distribuidores, demisters y platos de chimenea deben aparecer en sus elevaciones de diseño [22].
6.2.2 Mala Distribución
La mala distribución puede ser ocasionada por ensuciamiento del distribuidor, un diseño inadecuado o deterioro mecánico del mismo. En el perfil de cuadrícula, se manifiesta como una dispersión entre las cuatro líneas de exploración, reflejando diferencias de densidad en distintas posiciones radiales del lecho. Los líquidos se asocian con baja intensidad de radiación (lado izquierdo) y el vapor con alta intensidad (lado derecho) [23].
6.2.3 Empaque Dañado o Faltante
El gamma scanning puede revelar si el material de lecho ha sido dañado, compactado o desplazado. Una zona de alta radiación (baja densidad) en la parte superior del lecho es indicativa de empaque colapsado o faltante. Esta información permite a la planta estimar la cantidad de material de reemplazo requerido para la próxima parada de mantenimiento [24].
6.2.4 Ensuciamiento (Fouling)
Los lechos empacados son especialmente susceptibles a la acumulación de suciedad dada su elevada superficie de contacto, lo que resulta particularmente problemático en destilación al vacío [25]. El ensuciamiento se revela en el perfil como una sección inundada del lecho, con densidades anormalmente altas. La comparación de perfiles tomados antes y después de un ciclo operacional permite cuantificar la evolución del ensuciamiento y planificar intervenciones de limpieza.
7. Alcance del Servicio y Beneficios Industriales
El servicio completo de gamma scanning comprende las siguientes etapas [9,26]:
- Planificación del perfilaje en función de los objetivos del diagnóstico y la configuración del equipo.
- Ejecución del perfilaje con rayos gamma en campo.
- Registro, procesamiento y graficación de los datos en tiempo real.
- Interpretación de los gráficos en conjunto con los ingenieros de proceso locales.
- Elaboración del informe técnico escrito con los hallazgos y recomendaciones.
Más allá de su papel en la solución de problemas, el gamma scanning es una herramienta preventiva de alto valor. La realización de perfiles de referencia periódicos permite detectar tendencias de deterioro antes de que se materialicen en fallas operacionales, facilitando la optimización de las paradas de planta y la planificación de reemplazos de internos [27]. La técnica no interfiere con la producción, no requiere el retiro del aislamiento térmico y puede aplicarse a torres de entre 0,15 y 10 metros de diámetro.
8. Conclusiones
El gamma scanning se ha consolidado como una de las herramientas diagnósticas no destructivas más eficaces para la evaluación en tiempo real de torres de destilación en la industria de refinación. Sus principales ventajas son la ausencia de detención del proceso, la versatilidad de aplicación y la riqueza de información obtenida, tanto en términos de integridad mecánica como de comportamiento hidráulico.
La correcta interpretación de los perfiles de densidad requiere experiencia de campo y un conocimiento profundo del equipo evaluado. Los patrones característicos de fenómenos como la inundación, el arrastre, la espuma, el llorisqueo y los daños mecánicos permiten un diagnóstico rápido y confiable, orientando las acciones correctivas con precisión.
En torres con lechos empacados, la exploración en cuadrícula agrega una dimensión espacial al diagnóstico, permitiendo identificar mala distribución y ensuciamiento localizado que un solo perfilaje lineal podría no revelar.
La incorporación del gamma scanning como práctica regular dentro de los programas de integridad y confiabilidad de los complejos de refinación representa una inversión de alto retorno, capaz de prevenir paradas no programadas y optimizar los ciclos de mantenimiento.
Referencias Bibliográficas
[1] Kister, H. Z. (1992). Distillation Design. McGraw-Hill, New York. ISBN 978-0070349094.
[2] Fair, J. R., Steinmeyer, D. E., Penney, W. R., & Crocker, B. B. (1997). Gas absorption and gas-liquid system design. In Perry's Chemical Engineers' Handbook, 7th ed. McGraw-Hill.
[3] Ficke, H. H. (1959). Gamma-ray profiling of distillation towers. Chemical Engineering Progress, 55(3), 45–49.
[4] Hesketh, H. E., & Cross, F. L. (1989). Gamma scanning in chemical process industries: A review. Journal of Hazardous Materials, 21(2), 101–118.
[5] Kister, H. Z., & Haas, J. R. (1988). Predict entrainment flooding on sieve and valve trays. Chemical Engineering Progress, 84(9), 63–69.
[6] Attix, F. H. (2004). Introduction to Radiological Physics and Radiation Dosimetry. Wiley-VCH, Weinheim. ISBN 978-0471011460.
[7] Trambouze, P., & Euzen, J. P. (2004). Chemical Reactors: From Design to Operation. Technip, Paris. ISBN 978-2710808787.
[8] Pilling, M., & Holden, B. (2009). Gamma scanning and neutron backscatter: Practical guide for process column diagnostics. Sulzer Chemtech Technical Report TR-109.
[9] Córdova Group, Inc. (2008). Gamma Scanning Service Capabilities and Procedures. Technical Documentation. Houston, Texas.
[10] Seider, W. D., Seader, J. D., & Lewin, D. R. (2004). Product and Process Design Principles. John Wiley & Sons. ISBN 978-0471216636.
[11] Summers, D. R. (1995). Non-invasive column diagnostics. Chemical Engineering, 102(7), 92–97.
[12] PDVSA (2003). Guía de Seguridad para Trabajos con Radiaciones Ionizantes (CAPRA). División de Seguridad Industrial, Caracas.
[13] COVENIN 2248:1995. Manejo de Materiales Radioactivos — Requisitos de Seguridad. FONDONORMA, Venezuela.
[14] Kister, H. Z. (2006). Distillation Troubleshooting. John Wiley & Sons. ISBN 978-0471467335.
[15] Lieberman, N. P., & Lieberman, E. T. (2008). Working Guide to Process Equipment, 3rd ed. McGraw-Hill. ISBN 978-0071594hegra.
[16] Lockett, M. J. (1986). Distillation Tray Fundamentals. Cambridge University Press. ISBN 978-0521311335.
[17] Lygeros, A. I., & Magoulas, K. G. (1986). Column flooding and entrainment. Chemical Engineering, 93(8), 97–106.
[18] Stichlmair, J. G., & Fair, J. R. (1998). Distillation: Principles and Practice. Wiley-VCH. ISBN 978-0471252412.
[19] Darton, R. C., La Nauze, R. D., Davidson, J. F., & Harrison, D. (1977). Bubble growth due to coalescence in fluidised beds. Trans. Inst. Chem. Eng., 55, 274–280.
[20] Treybal, R. E. (1980). Mass Transfer Operations, 3rd ed. McGraw-Hill. ISBN 978-0070651760.
[21] Henry, Z. K. (2002). Mechanical integrity assessment of distillation internals using gamma scanning. Proceedings of the AIChE Annual Meeting, Indianapolis.
[22] Billet, R. (1995). Packed Towers in Processing and Environmental Technology. VCH Publishers. ISBN 978-3527286034.
[23] Strigle, R. F. (1994). Packed Tower Design and Applications, 2nd ed. Gulf Publishing. ISBN 978-0884152101.
[24] Górak, A., & Sorensen, E. (Eds.) (2014). Distillation: Fundamentals and Principles. Academic Press. ISBN 978-0123868763.
[25] Meili, A. (1992). Heat pumps for distillation columns. Chemical Engineering Progress, 88(6), 60–65.
[26] Olujic, Z., Seibert, A. F., & Fair, J. R. (2000). Influence of corrugation geometry on the performance of structured packings: An experimental study. Chemical Engineering & Processing, 39(4), 335–342.
[27] Humphrey, J. L., & Keller, G. E. (1997). Separation Process Technology. McGraw-Hill. ISBN 978-0070311923.
Comments